New engine:
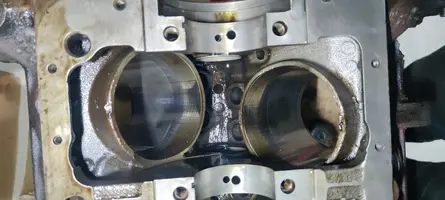
Tearing down the engine slowly...still can't find damn recommended crank grinder.
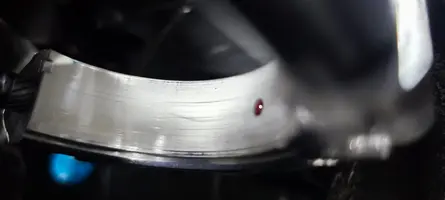
Now as I have time I took comfort to clean the valvetrain parts and lifters in a ultrasonic bath...
Rockers took some wear but I will lightly polish them, just enough to make contact surfaces smooooooth
Old engine:
Drove some 50 miles in new 5w40 Maxlife synthetic and oil pressure on idle is 20psi.
Now I only have to pass yearly inspection and it will have a winter sleep.
Tearing down the engine slowly...still can't find damn recommended crank grinder.
Now as I have time I took comfort to clean the valvetrain parts and lifters in a ultrasonic bath...
Rockers took some wear but I will lightly polish them, just enough to make contact surfaces smooooooth
Old engine:
Drove some 50 miles in new 5w40 Maxlife synthetic and oil pressure on idle is 20psi.
Now I only have to pass yearly inspection and it will have a winter sleep.












") , I remember that match as it was yesterday.
, I remember that match as it was yesterday.